انواع فشار در دستگاه های تزریق پلاستیک
مقدمه
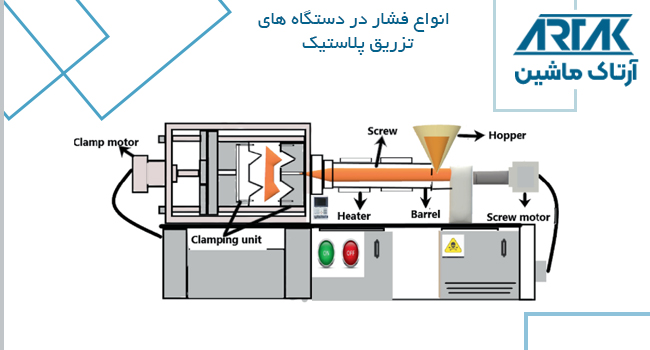
قالب گیری تزریقی یک تکنیک ساده تولید پلاستیک است که کنترل فرآیند بالایی را می طلبد. انواع پارامترهایی که در دستگاه تزریق پلاستیک تنظیم می کنید، بر سرعت تولید و کیفیت محصولات تاثیرگذار می باشد. فشار یکی از پارامترهای مهم در دستگاه تزریق است که تاثیر عمیقی بر قالب گیری تزریقی می گذارد. انواع مختلفی از شرایط فشار وجود دارد که در فرآیند قالب گیری تزریقی باید در نظر گرفته و کنترل شوند. فشار تزریق، فشار بسته بندی، فشار برگشتی و غیره ملاحظات فشار تأثیرگذار در قالب گیری تزریقی هستند، نوسانات جزئی در یکی از این مقادیر فشار می تواند بر فرآیند قالب گیری تزریقی و کیفیت محصولات تاثیر بگذارد. بخش های مختلفی از دستگاه قالب گیری تزریقی وجود دارد که فشار را در آن ها کنترل می کند و مهم است که هر کدام را جداگانه بررسی کنید تا بهتر بفهمید چه اتفاقی برای پلاستیک داخل قالب می افتد. ما در این محتوا قصد داریم در ارتباط با انواع فشارهایی که در دستگاه تزریق پلاستیک وجود دارد و نحوه تنظیم فشار پشت مارپیچ در ماشین تزریق پلاستیک توضیح دهیم، لطفا تا انتهای مقاله همراه ما باشید.
فشار در ماشین های تزریق پلاستیک
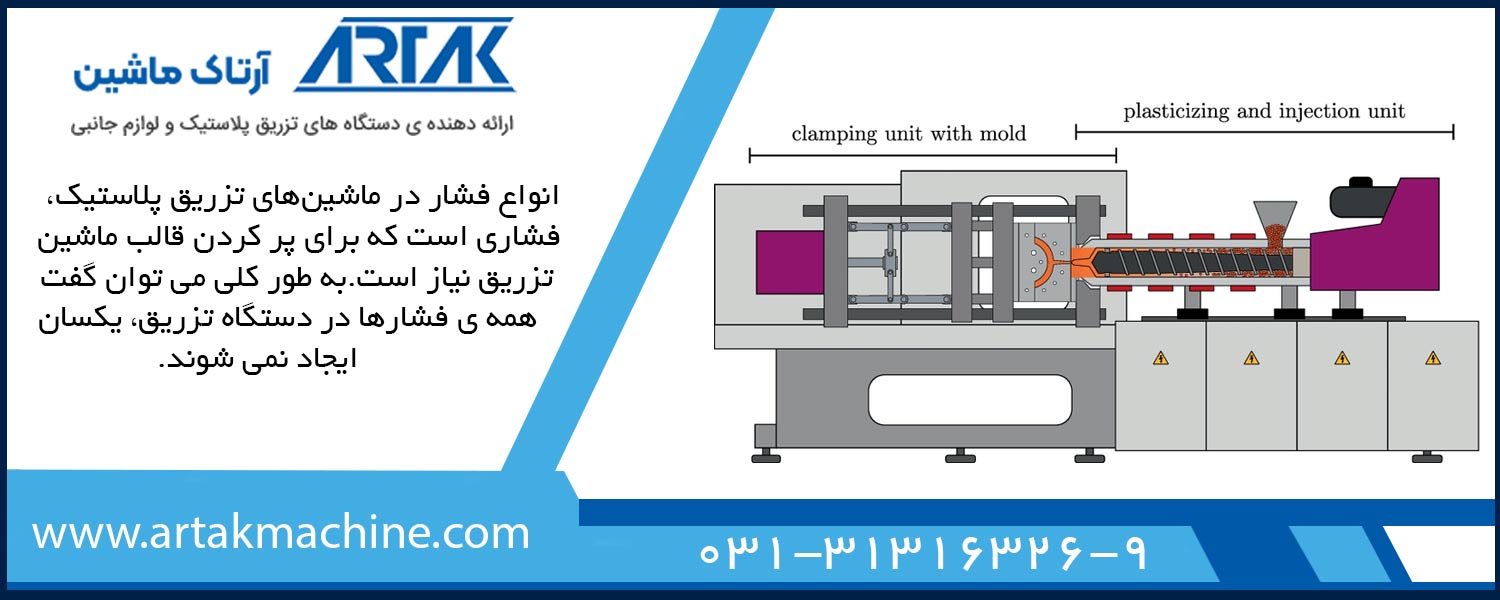
بسته به نوع طراحی و وزنی که دستگاه های تزریق پلاستیک دارند و همچنین طول مارپیچ های آن، فشارهایی که به وسیله این نوع دستگاه ها می توان ایجاد کرد نیز متفاوت می باشد. به طور کلی می توان گفت همه ی فشارها در دستگاه تزریق یکسان ایجاد نمی شوند. برای مثال میزان فشار در قالب های دستگاه تزریق پلاستیک ۳۵۰ گرمی نسبت به سایر وزن های دیگر دستگاه از جمله ۷۵۰ گرمی، ۱۲۰۰ گرمی و غیره متفاوت می باشد. بسیار مهم است بتوانید بسته به محصولی که قصد تولید آن را دارید، انواع پارامترهای دستگاه تزریق را به درستی تنظیم کنید.
فشار تزریق توسط مکانیزم هیدرولیکی سیستم قالب گیری تزریق پلاستیک اعمال می شود. این فشار از طریق پیچ قالب گیری از سیلندر هیدرولیک به پلاستیک مذاب منتقل می شود که در زیر آن پلاستیک مذاب رانده شده تا به داخل قالب (همچنین به عنوان راه انداز اولیه برخی از قالب ها نیز شناخته می شود)، جریان یابد. هدف از فشار غلبه بر مقاومتی است که هنگام جاری شدن مواد مذاب در دستگاه تزریق ایجاد می شود یا به عبارت دیگر، مقاومتی که در فرآیند جریان ایجاد می شود باید با فشار وارد شده توسط دستگاه قالب گیری تزریقی جبران شود تا در نهایت بتوانید محصولی کاملا صاف و یکدستی را تولید کنید. در طی فرآیند قالب گیری تزریقی، نازل تزریق بالاترین فشار را دارد تا بر مقاومت در برابر جریان در کل فرآیند غلبه کند. پس از آن، فشار یک روند کاهش تدریجی از نازل به سمت جلوی مواد مذاب را خواهد داشت، زیرا مواد مذاب بیشتری جریان می یابد. فشار تزریق بر روی مواد مذاب تحت تاثیر عوامل مختلفی به وجود می آید، از جمله:
- عوامل مادی مانند نوع ماده، ویسکوزیته و غیره
- عوامل ساختاری مانند نوع، کمیت و محل سیستم رانر، شکل حفره قالب و ضخامت محصول و غیره
- عوامل فرآیند قالب گیری
با استفاده از شیری که در دستگاه تزریق پلاستیک قرار داده شده است، شما عزیزان می توانید به راحتی فشار تزریقی مورد نیاز برای تولید محصولات خود را تنظیم کنید. هرچقدر کیفیت دستگاه های تزریق پلاستیک بالاتر باشد، به طبع می توانید با صرف هزینه کم و تولید کمترین ضایعات، محصولات پلاستیکی را تولید کنید. ابعاد قطعه و شکل مقطع آن، سطح عبوری و طول آن، حرارت قالب و سیلندر از جمله پارامترهایی هستند که در زمان خرید دستگاه تزریق پلاستیک باید به آن توجه کنید.
معرفی انواع فشار در دستگاه های تزریق پلاستیک و مشخصات آن ها
انواع فشارهایی که در دستگاه تزریق پلاستیک وجود دارد، باعث حرکت مواد به داخل قالب تزریق پلاستیک می شود، نحوه تنظیم هر یک از این فشارها از اهمیت بسیار بالایی برخوردار می باشد. از جمله انواع فشار دستگاه تزریق شامل موارد:
-
فشار اولیه
نیرویی است که بر روی مواد پلاستیکی مذاب در برابر سطح مقطع باز شدن نازل تزریق وارد می شود. فشار تزریق مسئول پر کردن حفره قالب با پلاستیک است. با این حال، اگر بیش از حد تحت فشار باشد، می تواند باعث افزایش دما در داخل قالب دستگاه تزریق شود. این امر منجر به افزایش سرعت مواد از طریق نوک نازل تزریق می شود. اگر قالب خالی باشد، فشار تزریق بیش از حد ممکن است به عنوان عامل سرعت بخشی در قالب گیری تزریقی عمل کند. از طرف دیگر، اگر حفره قالب بین ۵۰ تا ۹۰ درصد پر شود، می تواند باعث باز شدن اجباری زودرس حفره قالب شده و در نهایت باعث آسیب به دستگاه شود. به طور کلی می توان گفت فشار اولیه مسئول حرکت مارپیچ ها به سمت جلو و ورود مواد به داخل قالب می باشد.
-
فشار دوم
فشار دوم در دستگاه های تزریق پلاستیک باعث می شوند تا از خارج شدن مواد از داخل قالب های تزریق جلوگیری کنند. در انواع دستگاه تزریق پلاستیک از جمله دستگاه تزریق پلاستیک پلی اتیلن، هرچقدر میزان ضخامت و سایز قطعات پلاستیکی بیشتر باشد، به طبع مقدار این نوع فشار نیز افزایش می یابد.
-
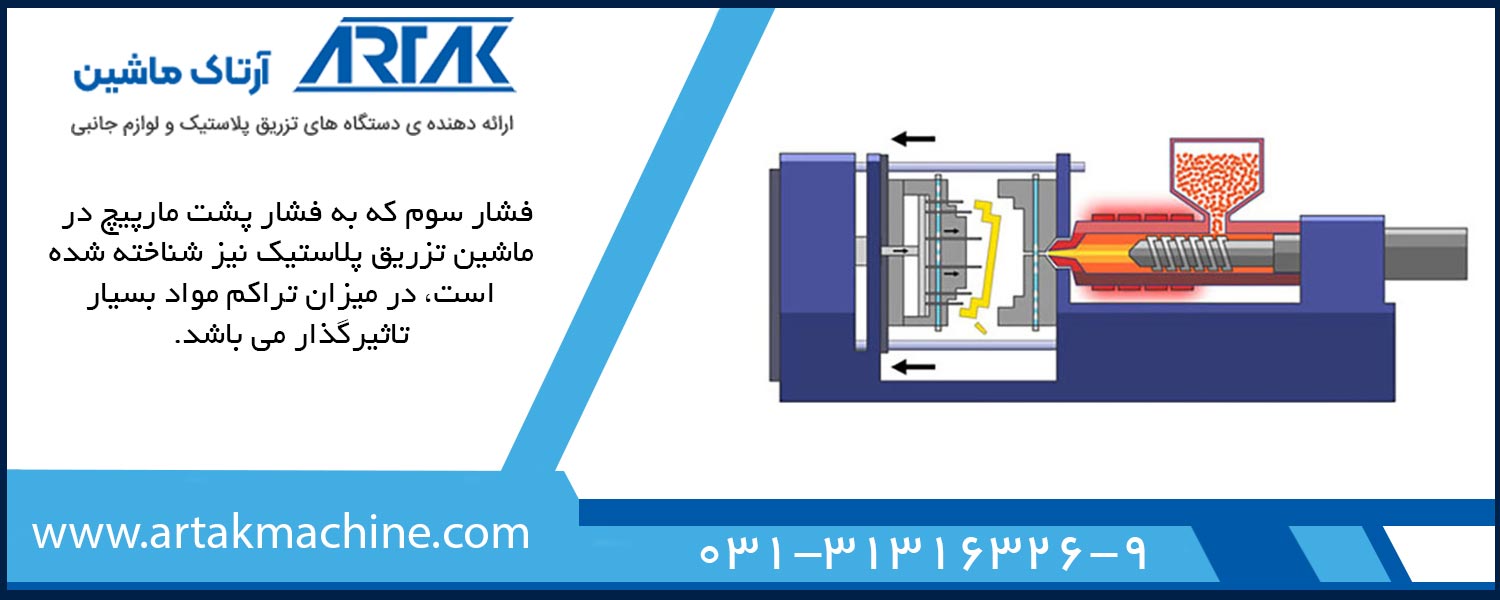
فشار سوم
فشار سوم که به فشار پشت مارپیچ در ماشین تزریق پلاستیک نیز شناخته شده است، در میزان تراکم مواد بسیار تاثیرگذار می باشد. مارپیچ ها در دستگاه تزریق پلاستیک به سمت عقب رانده شده و مواد مذاب به جلوی مارپیچ منتقل می شود. با اضافه شدن بیش از اندازه مواد مذاب، به مارپیچ نیرو وارد کرده و از این طریق مواد متراکم تر می شوند. فشار پشت مارپیچ در ماشین تزریق پلاستیک باید با مقدار فشار مواد مذاب در جلوی مارپیچ برابر باشد تا در پایان کار بتوان موادی کاملا یکدست و متراکم شده را بدست آورید. برای این که بتوانید قطعه ی پلاستیکی را با میزان کیفیت بسیار بالایی تولید کنید، نیاز دارید تا فشار پشت مارپیچ در ماشین تزریق پلاستیک را به درستی در دستگاه تنظیم کنید.
قالب گیری تزریقی کم فشار
با این تکنیک می توانید مواد ذوب شده داغ را با فشار کم به داخل حفره های قالب تزریق کنید و سپس در عرض چند ثانیه تا چند دقیقه مواد ذوب شده را به سرعت جامد کنید. این نوع فناوری قالب گیری تزریقی می تواند به بهبود سرعت تولید کمک کند و به خدمات نمونه سازی سریع اجازه دهد تا نمونه های اولیه قطعات را سریع تر از حد معمول تولید کنند. در زمان سفارش قالب برای دستگاه تزریق پلاستیک، مهم است بتوانید قالبی را خریداری کنید که به وسیله آن بتوان محصولات بی عیب و نقصی را تولید کرد؛ از این جهت به شما عزیزان توصیه می کنیم علاوه بر توجه به قیمت، کیفیت قالب را نیز در زمان خرید به صورت تخصصی بررسی کنید.
این نوع روش تولید، با خدمات چاپ سه بعدی متفاوت است. همچنین از آلومینیوم، سیلیکون یا پلاستیک مقاوم در برابر دما به عنوان ماده اولیه برای قالب های تزریقی کم فشار استفاده می شود. ساخت قالب های آلومینیومی آسان تر و سریع تر از قالب های فولادی است که می تواند به بهبود سرعت تولید کمک کند. قالب گیری تزریقی کم فشار می تواند فرآیندهای قالب گیری ساده را انجام دهد و نتایج را سریع برای شما ارائه دهد.
- می توانید قطعات و اجزای مختلف را با زمان چرخش سریع و دمای پایین تر در مقایسه با روش فشار بالا قالب گیری کنید.
- هزینه های مواد پلاستیکی و قالب های مورد استفاده در این فرآیند را می توانید کاهش دهید، زیرا در این روش از قالب های آلومینیومی ارزان تر برای انجام فرآیند قالب گیری تزریقی استفاده می شود.
- می توانید میزان عیوب محصول را در طول فرآیند تولید کاهش دهید، زیرا تنظیم و مونتاژ قالب آسان تر است.
- فقط برای نمونه های اولیه سریع یا تولید کم حجم مناسب است.
- شما نمی توانید قطعات با پیچیدگی بالا در طراحی تولید کنید.
- شما باید قالب آلومینیومی را اغلب در طول چرخه تولید خود تعویض کنید.
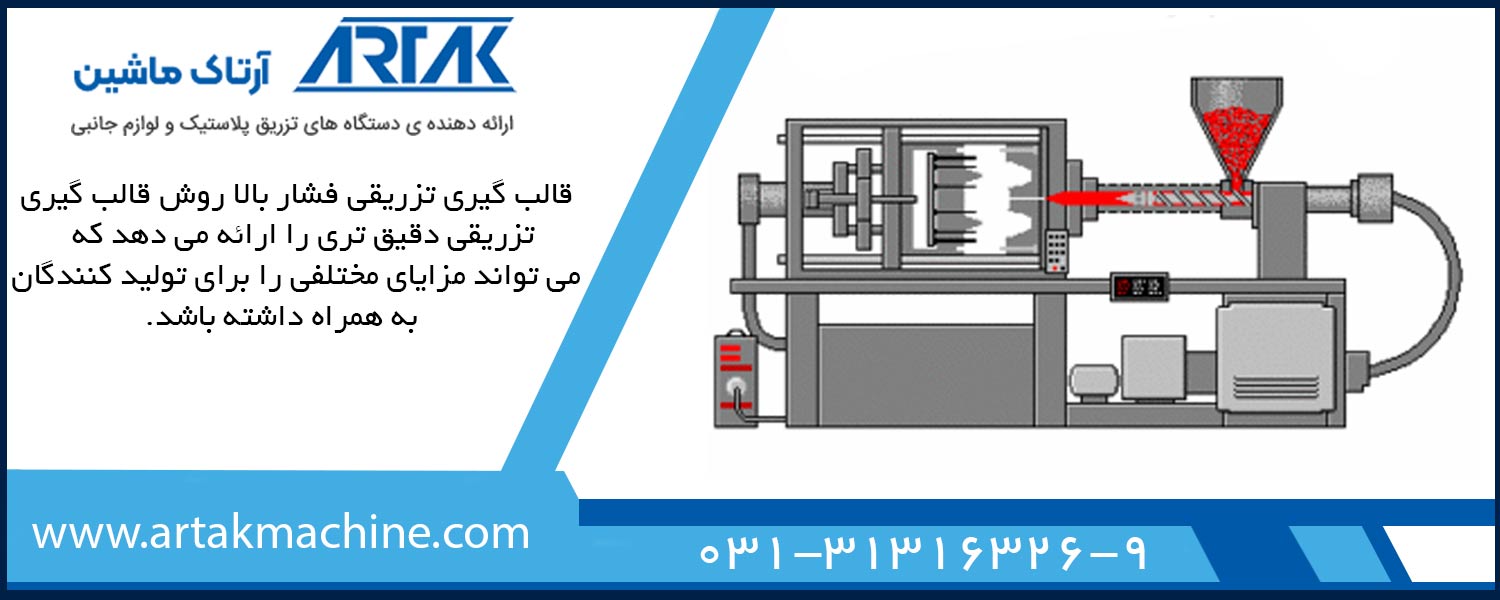
قالب گیری تزریقی فشار بالا
برای دستیابی به بهترین نتایج قالب گیری، دستگاه تزریق می توانید فشار بالا را با سرعت کمتر اعمال کنید، که به مواد پلاستیکی اجازه می دهد تا حفره های قالب توخالی را به روشی بسیار بهتر دنبال کنند. اعمال فشار بالا در فرآیند قالب گیری تزریقی می تواند جزئیات اشکال یا طرح های موجود در حفره های قالب را با دقت بهتری به داخل مواد پلاستیکی منتقل کند. با این حال، این فرآیند باید با سرعت کمتری انجام می شود، زیرا اعمال فشار بالا به زمان زیادی نیاز دارد تا قالب های تزریق روی مواد پلاستیکی اعمال شود. این نوع فرآیند قالب گیری تزریقی مناسب برای شکل دهی نمونه های اولیه، قطعات و اجزای با طرح های پیچیده در حجم کم تا زیاد است.
با قالب گیری تزریقی با فشار بالا، مواد پلاستیکی می توانند شکل ها و طرح های حفره های قالب را با دقت بیشتری دنبال کنند. با این حال، در مقایسه با روش قالب گیری تزریقی کم فشار در تولید با حجم کم، فرآیند بسیار کندتری است.
- از این روش قالب گیری تزریقی می توانید برای تولید قطعات مختلف در طیف وسیعی از صنایع به دلیل انعطاف پذیری و تطبیق پذیری آن استفاده کنید.
- برای حجم های زیاد تولید، قالب های پلاستیکی چند حفره ای بهتر است.
- می توانید از مواد پلاستیکی مختلف استفاده کنید و به راحتی رنگ های متمایز و تغییرات تکمیلی را برای محصولات نهایی ایجاد کرد.
- مواد زائد کم و قابل بازیافت هستند.
- در مقایسه با فرآیند قالب گیری تزریقی کم فشار در تولید با حجم کم، کندتر است.
- هزینه ابزار اولیه گرانتر از قالب ساده تزریق فشار کم است.
نتیجه گیری
فشار تزریق مهم است، زیرا استفاده از دستگاه قالب گیری تزریقی که بیش از میزان فشار مورد نیاز باشد، می تواند برای قالب ها، ماشین ها و محصولات خطرناک باشد. هنگامی که فشار در تناژ نامناسب اعمال شود، ممکن است مواد اضافی ناخواسته در لبه های قطعه ایجاد شود. امیدواریم با مطالعه این مقاله توانسته باشید در زمینه فشار پشت مارپیچ در ماشین تزریق پلاستیک و انواع فشارهایی که در دستگاه تزریق برای تولید قطعات پلاستیکی به آن نیاز دارید، اطلاعات مفیدی را کسب کرده باشید.



سوال خود را از ما بپرسید
در گفتگو ها شرکت کنید.